


摘要:在这里,修整操作可在砂轮全速运转中完成。与传统的机械式或机外EDM修整相比,WireDress®修整是在磨床内通过改造的导线腐蚀发生的,其中磨削油充当了电介质。
【悉恩悉机床网】用金属结合剂CBN与金刚石砂轮进行磨削的全新境界——斯图德STUDER的WireDress®技术使这一切成为可能。这种先进的EDM放电加工技术能够在砂轮全速工作状态下以最高的精度对烧结金属结合剂进行修整,从而节省大量的停机时间。
但是,这种修整技术是如何实现的? 斯图德STUDER公司开发项目经理迈克尔·克洛茨这样解释道:“众所周知,在加工难加工材料时,金属结合剂砂轮更耐用且尺寸更稳定,可最终实现更高的生产率。而现实的问题在于,金属结合剂砂轮在磨床中使用传统方法只能进行非常有限的修整,除此之外,修整刀具磨损严重,切削能力低。因此,这不能称为是易操作且质量高的修整工艺。”这就是为什么“最好”的结合剂——金属结合剂很少使用的原因。如今,STUDER与技术合作伙伴一起开发了机床集成化的WireDress®修整技术。在这里,修整操作可在砂轮全速运转中完成。与传统的机械式或机外EDM修整相比,WireDress®修整是在磨床内通过改造的导线腐蚀发生的,其中磨削油充当了电介质。
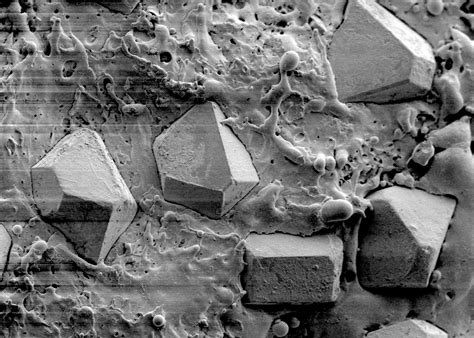
该修整工艺非接触且无磨损。砂砾本身不被修整,而是其周围的金属粘结剂被去除。根据砂砾在粘结剂中嵌入的深度,它要么脱落,要么保持原来的锋利。砂轮因此可获得致密的晶粒间隙,保持最大的切削能力,同时降低了磨削作用力和砂轮烧灼的风险。现在可以利用WireDress®的金属结合剂砂轮修整能力,使砂轮尺寸保持高度稳定,从而使几乎任何型材的轮廓都可以在μm范围内精确加工。同时,修整时间间隔也相应变长。另外还有一个好处:过去对于复杂或微小的几何形状的精确处理既不经济也不容易实现,现在已经变得可行。与使用陶瓷结合剂砂轮相比,生产率至少提升30%是显而易见的;与使用树脂结合剂相比,提升更多。使用烧结金属结合砂轮,您甚至可以超越极限——仅仅需要在磨床上对它再次修整。而对于传统的电镀砂轮,只能极限使用一次。 “不必担忧将极限最大化使得更大的利润率成为可能,”迈克尔·克洛茨补充道。
不过,上一代WireDress®有一个缺点,即该设备在工作台上占用大量空间并限制了机床中可用的中心距长度。现在,STUDER正在市场上推出新一代产品。新的WireDress®更加紧凑,直接安装在床头后面,使其比前一代产品更灵活,也更强大。
与之前的型号相比,有如下这些变化。
·现在可以利用完整的中心距离,没有任何限制,修整装置放置在了工作头后面。
·新一代WireDress®比上一代快20%。
·WireDress®是一款左右双向修整器,可以自动旋转到两个位置。通过旋转修整器,使用万能修整工具可以修整更高的肩部和更深的轮廓。
·现在可以对大颗粒进行修整,以获得最大的切割性能。
·它具有扩展的传感监控能力。
最后,借助WireDress®,金属结合剂砂轮的修整变得轻而易举。STUDER坚信,这使用户能够在研磨硬质合金、钢和陶瓷时大幅度的提高生产效率和精度。(STUDER)

 豫公网安备41019702004594号
豫公网安备41019702004594号




