



2MK2215×2双轴数控珩磨机
2MK2215×2双轴数控珩磨机为加工四、六缸柴油发动机体的双主轴移动式的数控珩磨机床。本机床是在我公司承担“高档数控机床与基础装备”科技重大专项——“高档数控珩磨机”课题开发出的新一代数控珩磨机的基础上,针对发动机行业研发的多轴数控珩磨机床。机床整体采用模块化设计,可适用于各种汽车摩托车缸体、连杆、汽车制动鼓、缸套孔、液压阀体孔、活塞环孔以及其他类型的通孔和盲孔的精密加工,既能单机使用,又能并入到各类零件的自动生产线使用,是珩磨加工必备的理想设备。
本机床运动模式原始创新,核心技术、关键元件自主研发,机床主要功能及性能、主要珩磨指标全面超越国产同类机床,达到了进口同类产品的技术水平,是我国自主研发、制造的具有国际水准的高档数控珩磨机,具有以下技术特点:
(1)采用了公司的原始创新专利——复合式数控珩磨机双进给机构和珩磨机床主轴往复运动数字控制装置。抗污染能力强,系统工作可靠,维护保养方便性。主轴往复采用机液伺服阀控制、用数控机床中常用的数控轴作为引导机构、再用机液伺服随动装置作为驱动机构,将数控轴的电控接口的控制灵活性与机液伺服装置的高机械随动精度和大驱动力相结合,组成新一代珩磨主轴往复数控驱动系统;主轴往复最大加速度达到2.5g。
(2)可对主轴往复、主轴旋转、工作台移动或旋转、珩磨油石粗涨压力、珩磨油石精涨压力等进行数控控制;可实现被加工零件内孔任意夹角网纹的加工。
(3)机床具有珩磨工件的自动短行程修磨功能,保证了加工精度一致性,提高了磨削效率。
(4)机床进给系统采用电液比例控制,实现了微小进给力的控制,改善了进给控制的动态响应与控制范围。
(5)珩磨机床专用数控系统的使用,具有操作使用宜人、维护方便的特点。可根据工件实际情况实现多种珩磨工艺的设定和组合。
(6)珩磨专用数控系统的参数化、程序化及友好的人机界面独树一帜。
(7)机床在精珩和粗珩都配有在线自动测量系统,确保工件尺寸一致性。
(8)本机床有主轴正、反向旋转转换功能和螺旋珩磨功能,该功能使被加工的发动机缸孔的网纹指标清晰、均匀、无换向圆角。
机床主要组成部件:主轴旋转机构,主轴往复机构,进给机构,液压系统,密封夹头,测量系统,润滑系统,床身,冷却系统,夹具,上料机构、中间送料机构、下料机构,电气系统,珩磨头及连杆。
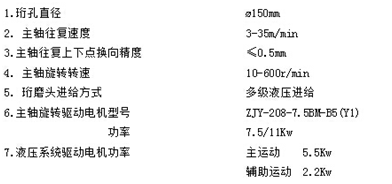
一、2MK2215×2双轴数控珩磨机的主要技术规格
二、2MK2215×2双轴数控珩磨机的加工流程描述
工件输送方向为从右向左(操作者面对机床)。机床采用两轴缸孔珩磨机床,两个珩磨主轴由伺服驱动,四工位转换,每个主轴是一个独立的主轴单元。
机床1主轴完成缸体1、3、5孔的粗精珩磨,第2主轴完成2、4、6孔的粗精珩磨。通过伺服电机控制主轴移动实现不同缸体孔的加工。缸体孔全部加工完成后,送料机构开始送料,进行下一个循环。
该机床由两个可独立控制的主轴单元组成,主轴旋转由伺服电机控制无级调速,伺服电机驱动两个主轴在缸孔间移动,实现对发动机缸体孔的顺序加工。
机床的输料方式为抬起步伐式。利用四连杆机构原理、采用整体托盘用液压油缸将四个工件同时托起并输送工件移动一个工步,进行下一个工件的加工。如此循环即可实现工件送料过程。
机床分四个工位,分别为上料位、第一加工位、第二加工位、下料位。上料位进料控制机构,并对被加工料进行四、六缸判断。送料时,中间送料机构抬起接料,并将待加工料输送至正确的位置,送料结束后,中间送料机构落下,待加工料落在夹具定位面上.料道采用独立控制,可实现手动、自动转换,方便操作及维修。料道采用抬起步阀形式(上下料道为动力滚子),上、下料高度1120mm (从车间地坪至缸体底面),实现自动给珩磨机上、下料功能,上下料自行料道导向采用缸体主轴承盖螺钉头部。
工件采用一面两销定位方式,上平面夹紧。(上一个工件加工完成后,托盘抬起、左移、落下完成一个送料循环过程,托盘落下后,工件已在夹具上通过一面两销可靠定位,水圈快速向下接近工件,为了防止因夹紧力过大产生变形影响加工质量,水圈接触工件后转为低压夹紧工件,机床开始加工。)
三、2MK2215×2双轴数控珩磨机主要组成部件结构及配置说明
1.主轴机构
主轴旋转伺服电机,通过减速机减速后输出 ,再经过三排链再一次减速后传给主轴套,主轴套转动通过对键带动主轴旋转,实现主轴的旋转运动。
主轴内的两个顶杆用于传递珩磨头涨出的进给运动,内(细)顶杆用于精珩进给,外(粗)顶杆用于粗珩进给。
2.往复机构
本机床采用广州数控珩磨专用数控系统,往复伺服电机、液压伺服阀、往复油缸构成了我公司专有的液压伺服往复随动系统。
3.进给机构
进给机构为粗精两级液压进给机构,上部为精进给油缸,下部为粗进给油缸.通过电磁阀的切换可实现粗精进给的单独控制.进给机构的上部与主轴往复机构连接,下部与主轴连接.
4.密封夹头
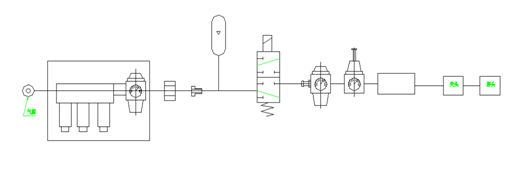
密封夹头安装在主轴与连杆之间,在自动测量系统中起着至关重要的作用,气源通过三级减压及过滤进入到密封夹头。
5.液压系统
电机驱动柱塞变量泵为液压系统提供动力。
(1)机床主轴往复运动:油泵电机5.5KW/1470r/min,油泵额定压力5.5MPa,额定流量38mL/r;主轴往复运动控制阀块安装在机床顶部靠近油缸的位置,D1阀得电,液压锁打开,为主轴的往复运动做好了准备,在伺服电机的控制下,液压伺服阀驱动油缸活塞的速度与位置实现主轴的往复运动。
(2)进给运动:油泵电机2.2KW1450r/min/,油泵额定压力5MPa,额定流量16mL/r;进给运动控制阀块安装在机床顶部靠近进给油缸的位置。
本系统为多级压力液压伺服系统,可按照珩磨工艺的需要,实现多级进给压力的随意设定,以达到珩磨表面质量的要求。采用单独的液压站,油液采用油冷机对其进行冷却,保证液压系统工作稳定。当压力系统过低时能够实现自动报警,保证机床能够安全工作。液压系统采用空中走管方式。
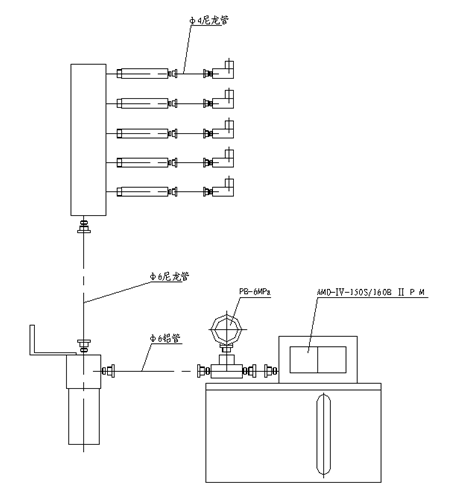
6.测量系统
本机床配备气动自动测量系统,在珩磨加工过程中,自动测量仪动态跟踪被加工工件孔的尺寸变化,达到设定加工尺寸后,自动终止珩磨加工。
自动测量珩磨头、自动测量仪、旋转密封机构、压缩空气过滤稳压元件组成本机床的自测系统。特别是测量气路采用两级过滤,保证机床所用压缩空气的清洁度,气动压力自动显示,当压力不符合要求时,自动报警。
7.润滑系统
采用独立自动润滑系统对机床各部位进行定量润滑,确保润滑充分,且供油时间可调。亦能进行手动润滑。
8.立柱床身
立柱与床身为机床部别两大主要部件。主要和主轴机构、往复机构、进给机构、测量系统、润滑系统等部别连接来满足机床的正常工作。
9.冷却系统
本机床采用磁性分离和纸带过滤相结合的过滤装置,切削液流入磁性分离器,经磁性分离器过滤后的冷却液经过过滤纸带上,滤净后的冷却液经过液压泵抽出送给主机对工件进行冷却。
10.机床防护
机床工作台及防护门安装安全互锁装置,当机床工作时,防护门不能打开,确保操作工人和机床的安全
11.电气系统
本机床采用我公司与广州数控联合开发的数控珩磨机CNC系统。此CNC数控系统具有操作面板动态显示珩磨过程的状态;具有诊断及显示功能;有恒温装置;操作面板耐水、耐油、密封可靠;具有自动故障报警功能,有中文操作界面,有远程诊断功能和接口;具有主轴正、反转控制;具有自动和手动功能等。机床设置独立照明装置,电气系统采用空中走线方式,机床四周及连接处采用线槽方式,电控柜设置热交换器,温度可调。
机床采用速度闭环主轴伺服控制,建立了珩磨过程中的主轴转速及转向的分别设定和执行功能,实现了二次粗珩(拉网纹)过程的往复速度与网纹夹角换算主轴转速的功能。并提供了“主轴奇偶换向”(根据加工工件计数奇偶变化,使主轴转向在每次加工中方向不同)功能,此功能可提高长时间珩磨加工中网纹深度及密度的一致性,并大大提高珩磨加工效率、砂条的使用寿命。电器部分采用专用集成控制,电器柜装置空调,电器柜内温度可以控制。(现在的机床已经具备基本网纹加工的要求,只是没进行精确参数调试与砂条的配比研究,以后机床升级需平顶网纹加工时只要做这些工作就可以完成。)
12.包装箱
主要是为了运输过程中的安全防止丢失,将主机、有关部件及备品、备件、随机技术文件等包装在箱体中发往用户。
1011061863@qq.com






