


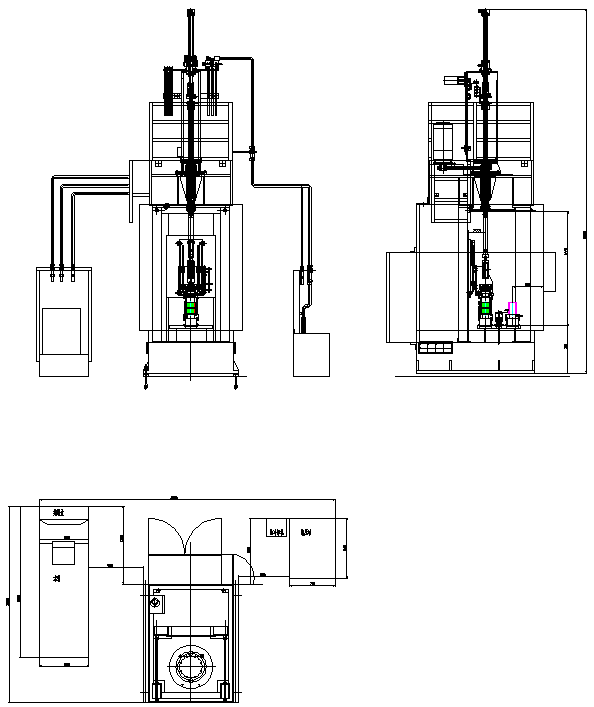
2MK2225×70YSB立式数控珩磨机
2MK2225×70YSB立式数控珩磨机是大河数控机床公司开发的新一代三轴数控珩磨机床,机床整体采用模块化设计,可适用于各种发动机缸体孔、曲轴孔、机床尾座、缸套孔、液压阀体孔、活塞环孔、压缩机以及其他类型的通孔和盲孔的精密加工。本机床既能单机使用,又能并入到各类零件的自动生产线使用,是珩磨加工的理想设备。本产品的关键零部件、液压系统、测量系统及数控系统均实现了国产化,其整机的稳定性、可靠性等综合指标均达到了国内外发动机缸套、缸套珩磨加工质量要求。是替代进口珩磨机床的国产关键设备。
一、2MK2225×70YSB立式数控珩磨机的主要特点
1)数控系统及进给控制
本机床采用广州数控为我公司研发的专用珩磨数控控制系统。该数控系统有三个输出轴。第一轴控制主轴往复运动,其原理为伺服电机驱动伺服液压阀,实现往复运动的高速度及高加速度,以及位置精度的控制。并可实现精确的短行程修磨(机床短行程由专用珩磨数控控制系统控制,由伺服电机驱动伺服液压阀。可在缸孔任何位置设定实现非常精确的短行程修磨。);第二轴由伺服电机控制机床主轴旋转,主轴可实现无极调速,和第一轴联动可实现任意缸孔的网纹夹角;第三轴用于控制数控工作台,实现工作台精确的位置控制。
2)主要功能部件
(1)主轴旋转机构
主轴旋转伺服电机(广州数控型号ZJY208-11BM-B3(Y1),额定功率11KW,额定转速1500rpm),通过减速机减速后输出 ,再经过三排链再一次减速后传给主轴套,主轴套转动通过对键带动主轴旋转,实现主轴的旋转运动。
主轴内的两个顶杆用于传递珩磨头涨出的进给运动设置的,内(细)顶杆用于粗珩进给,外(粗)顶杆用于精珩进给。
(2)主轴往复机构
主轴往复机构为我公司专利机构,是伺服电机与液压伺服阀的组合机构,利用伺服电机的控制特性,配合液压伺服阀的跟随性组成了主轴往复机构,此机构可通过伺服系统的程序控制主轴往复的速度与位置,达到精确控制的目的.使主轴具有较高的换向加速度。
本机床采用广州数控GSK980Ha珩磨专用数控系统,往复伺服电机、液压伺服阀、往复油缸构成了我厂专有的液压伺服往复随动系统。活塞杆的密封由V型橡胶密封圈组件来实现。
(3)进给机构
进给机构为粗精两级液压进给机构,上部为粗进给油缸,缸径25mm;下部为精进给油缸.通过电磁阀的切换可实现粗精进给的单独控制.进给机构的上部与主轴往复机构连接,下部与主轴连接。
(4)液压系统
电机驱动柱塞变量泵为液压系统提供动力,注意:首次(或停机较长时间再次使用机床)启动液压泵时,需从泵的泄油口向泵内注入洁净的液压油后,再启动液压泵。
【1】机床主轴往复运动:油泵电机5.5KW/1470r/min,油泵额定压力5.5MPa,额定流量38mL/r;主轴往复运动控制阀块安装在机床顶部靠近油缸的位置,D1阀得电,液压锁打开,为主轴的往复运动做好了准备,在伺服电机的控制下,液压伺服阀驱动油缸活塞的速度与位置实现主轴的往复运动。
【2】进给运动:油泵电机2.2KW1450r/min /,油泵额定压力5MPa,额定流量16mL/r;进给运动控制阀块安装在机床顶部靠近进给油缸的位置。
本系统为定压进给控制,以达到珩磨表面质量的要求。
(5)测量系统【选配:加工机床尾座时,不能上自动测量,只能时间控制尺寸。】

本机床配备气动自动测量系统,在珩磨加工过程中,自动测量仪动态跟踪被加工工件孔的尺寸变化,达到设定加工尺寸后,自动终止珩磨加工。
自动测量珩磨头、自动测量仪、旋转密封机构、压缩空气过滤稳压元件组成本机床的自测系统。自动测量仪部分的调整及使用注意事项,请详细阅读由量仪生产厂提供的自动测量仪使用说明书,为更有效的使用本机床自测系统。
(6)珩磨头及连杆
珩磨头通过连杆与主轴相接,粗、精珩在一体的珩磨头称双进给珩磨头,根据珩孔直径的大小,双进给珩磨头粗、精珩砂条座的数量有不同的组合。珩磨砂条的选用,应根据被加工件的材质、硬度、珩磨余量及表面粗糙度要求等具体情况来进行,建议优先选用超硬磨料的砂条(人造金刚石或立方氮化硼)。
二、2MK2225×70YSB立式数控珩磨机的主要技术参数

珩磨工具的选择
根据用户的不同零件的加工要求,选择相应的珩磨工具。

对于工件的珩磨加工,我们根据实际情况选择双进给珩磨头或单进给磨头结构,磨头结构最后根据工件前序达到的精度要求确定。零件的加工在珩磨过程中完成。
加工缸体的工艺参数
根据贵公司的加工工件的要求,选用以下工具
(1)珩磨头
根据实际情况选用珩磨头工具:型号:DHMT珩磨头来满足孔的加工;
(2)珩磨油石
为了达到零件表面要求,选用金刚石油石进行珩磨,油石的正确选用是达到零件网纹的根本。
希望能够通过介绍,引进先进的制造加工工艺给贵司,我们将为贵司提供不间断的技术支持。
1011061863@qq.com






