


制动毂珩磨机床
随着我国汽车工业飞速发展,汽车的安全性能要求越来越高,特别是对汽车制动要求可靠、平稳和安全。因此,对影响汽车制动性能的关键零部件—“制动毂”的加工精度要求也越来越高。目前,国产汽车的制动毂(φ160~φ420mm)加工通常采用立车精车或精镗加工完成,精度低、效率低,不能满足汽车行业技术发展的要求。国外汽车的制动毂采用立车(镗削)粗加工,珩磨精加工完成。目前国内还没有厂家能够生产加工制动毂的珩磨机床,国外仅有少数几家公司能够生产,且价格非常昂贵。我公司通过新产品开发可行性分析论证,公司依托设计、制造珩磨机床的经验,利用已有的知识产权技术,开发设计出适应市场需求的制动毂珩磨机床。该机床的研发填补了国内空白,可替代国外进口产品。为我国珩磨机床开拓新的适用领域,为国家汽车工业的发展,提供装备保证。
制动毂珩磨机床加工的主要特点
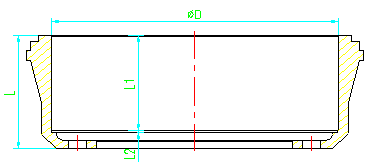
在常规通孔的珩磨加工中,其内孔直径尺寸相对较小(≤150mm),工件内孔的长径比L/D(孔深与孔径之比值)较大,内孔导向性较好,最终加工孔的尺寸精度、形状精度都能较好地保证。而制动毂零件(图1)则呈现出另外一种状态——其内孔为盲孔,直径尺寸相对较大(≥160mm),工件内孔的长径比(L1/D<0.5=较小,内孔导向性较差,按常规进行加工,最终被加工孔的尺寸精度、几何形状精度不能够保证。因此制动毂珩磨加工又具有与其它珩磨加工不同的技术特点:
1、制动毂零件的内孔为盲孔,这就要求机床要具有可靠的数控往复行程控制机构,使得磨头在运行到下换向点时要准确可靠,往复换向冲程要尽可能小,消除磨头与工件的碰撞和干涉现象发生。
2、制动毂零件长径比L/D<0.5较小,内孔导向性较差。如何保证被加工零件内孔的尺寸精度、形状精度符合图纸要求?在加工中解决磨头与工件的导向性问题是保证加工出合格零件的关键所在。
3、内孔直径尺寸较大,采用常规的磨头设计已完全行不通,怎样设计、采用什么磨头结构才能满足加工要求?在正常工作条件下,必须考虑减轻磨头重量,降低运动惯量,提高运动的可靠性,开发新式结构的珩磨头。
技术的先进性、适用性和成熟性
本公司集研制、生产珩磨机床的经验,取得了多项科研成果和专利技术。经江西万向昌河汽车底盘系统有限公司、山东万迪诺有限公司、浙江亚太机电股份有限公司、浙江亚太机电股份有限公司北京公司、天津中嘉数控机床有限公司、中国人民解放军5701工厂、庆铃汽车集团有限公司、合肥江淮汽车有限公司、一汽四环底盘零件厂等用户使用,通过加工实践对宁夏银川大河珩磨机床和进口珩磨机床的加工效果进行比较后得出结论:经使用验证,“大河牌”制动毂珩磨机质量稳定,性能可靠,操作方便;加工精度和加工效率已达到了国外先进珩磨机床,使用效果良好。


1011061863@qq.com






