


2MK2250×150立式数控内圆珩磨机
2MK2250×150立式数控内圆珩磨机是我公司按照国家科技重大专项课题开发的新一代数控珩磨机。本机床采用广州数控为我公司研发的专用珩磨数控控制系统及我公司研发的专用控制模块相结合,构成一种国际上全新的珩磨机床主轴往复数字控制系统。主轴往复最大加速度达到2.5g。并获国家专利8项。该数控系统可控制五轴输出。机床整体采用模块化设计,可适用于各种液压油缸、矿山石油机械、船用发动机缸体孔、空压机、压缩机、缸套以及孔径小于500mm,深度小于1500mm的通孔和盲孔的精密加工。本机床既能单机使用,又能并入到各类零件的自动生产线使用,是珩磨加工必备的理想设备。
一、2MK2250×150立式数控内圆珩磨机的主要特点
(1)数控系统控制
本机床采用广州数控为我公司研发的专用珩磨数控控制系统。该数控系统有五个输出轴。第一轴控制主轴往复运动,其原理为伺服电机驱动伺服液压阀,实现往复运动的高速度及高加速度,以及位置精度的控制。并可实现精确的短行程修磨(机床短行程由专用珩磨数控控制系统控制,由伺服电机驱动伺服液压阀。可在缸孔任何位置设定实现非常精确的短行程修磨。);第二轴由伺服电机控制机床主轴旋转,主轴可实现无极调速,和第一轴联动可实现任意缸孔的网纹夹角;第三轴用于控制数控工作台,实现工作台精确的位置控制。第四、第五输出轴分别控制数字伺服比例阀实现进给油缸粗、精珩磨压力精确控制。
(2)主传动箱
主传动箱由齿轮减速机减速,由伺服电机驱动,可实现主轴的大扭矩无级调速。
(3)主轴
主轴安装在主轴箱上,往复动力油缸驱动主轴箱作往复运动。主轴伺服电机经主轴箱驱动花键轴旋转,花键轴将电机的旋转经主轴箱内的齿轮传至主轴。往复油缸为主轴的往复动力提供动力。通过程序控制,主轴可获得5-18m/min的往复运动速度。
(4)进给机构
在主轴上端安装的复合油缸为珩磨双进给油缸,大活塞推动粗珩进给,小活塞推动精珩进给,实现珩磨进给,并有高、低压双级压力对磨削压力进行控制。
(5)珩磨头及连杆
珩磨头通过连杆与主轴相接,珩磨头由珩磨头体、大锥体、小锥体、粗珩用砂条座、精珩用砂条座组成,大锥体推动粗珩用砂条座实现粗珩,小锥体推动精珩用砂条座实现精珩。
(6)冷却过滤系统
采用冷却磁棍纸带过滤机对切削液进行双级过滤。
(7)液压系统
液压站采用双泵供油。采用叶片泵为往复运动提供动力源,通过液压伺服阀供油给主运动油缸,实现往复运动。采用叶片泵为第二动力源给双进给磨头进给机构提供油源,液压油箱配备恒温冷却装置。液压双进给;全数控磨头进给比例伺服阀液压系统, 建立了磨头进给无级设定和控制。此系统拥有精确的压力反馈补偿功能,使每个珩磨过的磨头进给压力恒定输出。
二、2MK2250×150立式数控内圆珩磨机的主要技术参数
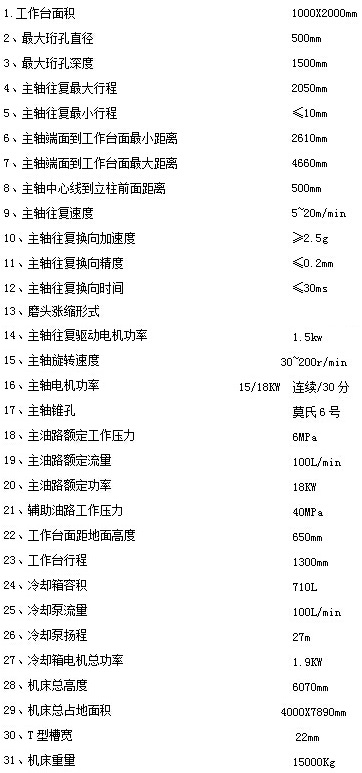
2MK2250×150立式数控内圆珩磨机具有高精度、高刚度、高效率、高自动化程度、高可靠性和具备连续长久使用之后的精度保持性。该机床能够对各种钢材料和铸铁材料具有大功率、大扭矩的重载切削能力,同时能够充分保证贵公司典型加工零件的各项精度指标要求。机床主轴往复机构为我公司专利机构,是伺服电机与液压伺服阀的组合机构,利用伺服电机的控制特性,配合液压伺服阀的跟随性组成了主轴往复机构,此机构可通过伺服系统的程序控制主轴往复的速度与位置,达到精确控制的目的.使主轴具有较高的换向加速度.主轴往复速度可达18m/min。机床主轴往复和旋转采用闭环位置、速度伺服控制,使往复轴的位置定位、速度恒定都达到了微米级精度。尤其重要的是独特的往复“加速算法”的实现,使国产珩磨机往复加速度真正达到并超过了2.5g,并实现了插补(螺旋线)功能,网纹夹角可以调整或设置。一旦设置完成,珩磨过程网纹夹角恒定。机床的涨缩机构为伺服控制双涨缩进给机构. 数字伺服比例液压阀实现进给油缸粗、精珩磨压力精确控制。整个粗珩磨、精珩磨及平台珩磨过程中,珩磨条的涨缩压力、都由预设程序控制,只要修改有关程序即可调整参数。机床采用银川大河与广数联合开发的数控珩磨机CNC系统—GSK980HC。此CNC数控系统具有操作面板动态显示珩磨过程的状态;具有诊断及显示工能;有恒温装置;操作面板耐水、耐油、密封可靠;具有自动故障报警功能,有中文操作界面,有远程诊断功能和接口。
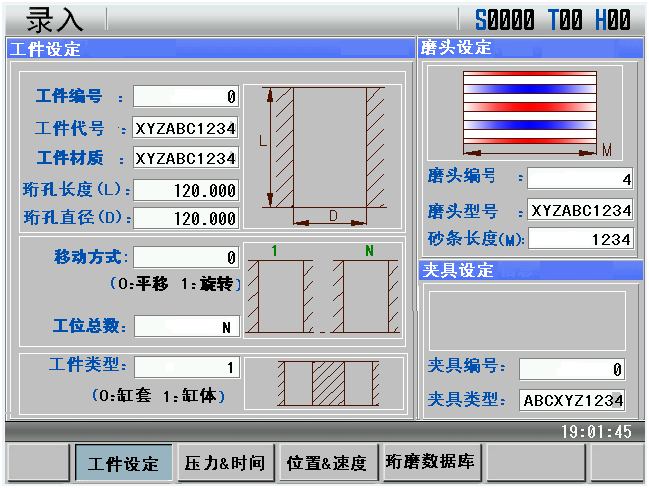
数控系统控制界面

进给压力设定界面

位置速度设定界面
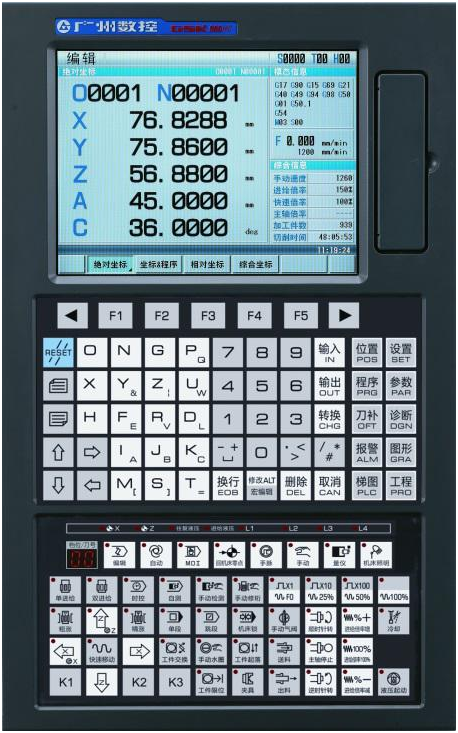
操作面板
珩磨工具的选择
根据用户的不同零件的加工要求,选择相应的珩磨工具。
对于贵公司工件,我们选择为双进给进给珩磨头工具,通过粗珩、精珩在一个珩磨过程中完成。
三、加工缸体的工艺参数
根据贵公司的加工工件的要求,选用以下工具

(1)珩磨头
选用双进给珩磨头工具:型号:DHMT双进给珩磨头来满足孔的加工;
(2)珩磨油石
为了达到工件表面的要求,选用金刚石油石进行珩磨,油石的正确选用是达到工件合格的根本。并结合珩磨参数来决定;
(3)珩磨参数
根据工件孔径、长度决定;
四、2MK2250×150立式数控内圆珩磨机几大优势
①美观、耐用。低维护的防护外观提供了一个整洁的工作环境并确保了操作者的安全;
②本机床具有短行程功能,能把前序个别超差的柱度进行修正;
③自动化生产程度高,可实现生产线的连接;
④操作简单,维护方便;
⑤消耗工具、备品备件均可在我厂及国内采购;
⑥强大的技术服务、支持。
希望能够通过介绍,引进先进的制造加工工艺给贵司,我们将为贵司提供不间断的技术支持。
1011061863@qq.com






