


产品介绍
GSK 25iG齿轮机床数控系统的研发是“高档数控机床与基础制造装备”国家十二五科技重大专项子项目。可加工多种类型齿轮,如圆柱直(斜)齿轮、小锥度齿轮、鼓形齿轮、螺旋齿轮、蜗轮、非圆齿轮、变模数轴齿等、双联齿轮、多联齿轮、内齿轮、齿条、齿伞、齿圈、螺旋锥齿轮、准双曲面齿轮等。
产品特点
◆控制器最大联动轴数为5轴。
◆内置PLC软件。标准输入/输出:48/32点,可根据要求扩展,PLC实现5000步处理能力,基本指令处理速度0.35μs/步;PLC可在线编辑。
◆基于计算机控制技术实现电子齿轮箱EGB(Electronic
Gear Box)功能,替代传统齿轮机床繁琐的展成和差动机械传动链,以简单的函数关系实现多种复杂的运动机构,实现高精高效的定比和变比齿轮加工。
◆参数化智能自动编程技术:自动生成满足各类齿轮加工精度要求的、高效的、多种工艺加工循环的数控程序,节省大量编程时间,实现用户“零编程”。
◆误差补偿技术:研究引起齿轮加工误差的因素,建立误差模型,从硬件和软件两方面进行机床动态误差的综合补偿,实现齿轮高精加工。
◆可根据需求保存加工参数或加工代码。
◆安全保护功能突出,安全可靠:急停、刀具急退、复位、限位(软限位/硬限位)、报警
技术参数
|
名称 |
规格 |
|
|
运动 控制 功能 |
控制轴:单通道最大控制轴数为5个进给轴(含Cs轴)+1个主轴 |
最小设定单位:0.0001mm、0.0001deg |
|
精度控制:直线轴0.1u,旋转轴0.0001° |
最大指令值:±24000.0000m ±360.0000deg |
|
|
最高进给速度:24000mm/min |
||
|
进给倍率: 0~150%十六档可选 主轴倍率:50%~120% |
||
|
快速倍率:0%、25%、50%、100%四档可选 |
||
|
插补方式:直线插补、圆弧插补、螺纹插补、极坐标插补 |
||
|
程序 功能 |
程序容量: 10000个程序,单个程序最大容量:16M |
|
|
加工程序格式:国际ISO代码 |
||
|
子程序:5级子程序嵌套 |
||
|
程序后台编辑,定时自动保存 |
||
|
全屏幕编辑,程序/程序段/字检索、修改、删除、撤销/恢复,块复制、块删除,程序创建、复制、改名 |
||
|
系统提供语法检查功能 |
||
|
PLC 功能 |
PLC功能:基本指令10条,功能指令30条 |
|
|
梯形图最大部署:5000 |
||
|
一级程序刷新周期:8ms(1000) |
||
|
4000步二级梯形图执行周期,每次1000条 |
||
|
梯形图在线显示、实时监控,可预置多个PLC,PLC选择运行 |
||
|
支持PLC报警和PLC报警信息编辑 |
||
|
加减速 功能 |
加减速特性:指数型和直线型 |
|
|
定位:直线型 |
||
|
进给:直线型、S 型 |
||
|
加减速的起始速度、终止速度和加减速时间由参数确定 |
||
|
补偿 功能 |
刀尖半径补偿(C刀补)/刀具长度补偿/刀具磨损补偿/自动刀具偏移功能/象限误差补偿(摩擦力补偿)/动态前馈控制(跟随误差补偿) |
|
|
宏变量功能 |
支持语句式宏程序编程 |
|
|
支持局部变量,宏变量,系统变量 |
||
|
支持GOTO、IF、WHILE等宏程序语句 |
||
|
安全 功能 |
程序预编译,程序选择性复位功能;急停,复位,软、硬限位,区间行程检测;急退,超差检测,数据备份与恢复,断点运行记录及保护,限时停机,多重操作权限。 |
|
|
自定义功能 |
宏变量注释自定义,PLC报警显示自定义,运行页面显示自定义 |
|
|
显示 界面 |
显示器: 8.4英寸彩屏,800×600分辨率 |
|
|
显示方式:中文、英文多种语言显示 |
||
|
I/O 单元 |
用户基本I/O:48输入/32 输出,可扩展I/O |
|
|
操作面板I/O:64 输入/64 输出 |
||
|
16个专用高速I/O,响应周期小于1ms |
||
|
通讯 接口 |
具有网络接口,支持远程监控和文件通讯(包括软件升级) |
|
|
具有USB接口,支持U盘操作、系统配置、文件读取、系统升级 |
||
|
适配 部件 |
驱动装置:DA98B、DA98D 、GS2000系列以及带模拟量控制接口的伺服驱动单元 GH系列等带GSK-Link总线控制接口的伺服驱动单元 增量式或绝对式编码器均可(编码器范围210~223) |
|
|
测量仪:中原精密、东精量仪、马波斯量仪、海德汉量仪等带开关量信号或带数据接口的测量仪 |
||
|
光栅尺/圆光栅:TTL电平、正弦信号、带总线接口等 |
||
|
外形尺寸 |
主机400×200mm(长×宽) 控制面板400×200mm(长×宽) |
|
指令表
|
G代码 |
|||
|
指令代码 |
功 能 |
指令代码 |
功 能 |
|
G00 |
快速移动 |
G21 |
公制单位选择 |
|
G01 |
直线插补 |
G96 |
恒线速开 |
|
G02 |
圆弧插补(顺时针) |
G97 |
恒线速关 |
|
G03 |
圆弧插补(逆时针) |
G98 |
每分进给 |
|
G32 |
螺纹切削 |
G99 |
每转进给 |
|
G34 |
变螺距螺纹切削 |
G40 |
取消刀尖半径补偿 |
|
G90 |
轴向切削循环 |
G41 |
刀尖半径左补偿 |
|
G92 |
螺纹切削循环 |
G42 |
刀尖半径右补偿 |
|
G94 |
径向切削循环 |
G54 |
工件坐标系1 |
|
G04 |
暂停、准停 |
G55 |
工件坐标系2 |
|
G10 |
数据输入方式有效 |
G56 |
工件坐标系3 |
|
G28 |
返回机床第1参考点 |
G57 |
工件坐标系4 |
|
G30 |
返回机床第2、3、4参考点 |
G58 |
工件坐标系5 |
|
G31 |
跳转插补 |
G59 |
工件坐标系6 |
|
G50 |
坐标系设定 |
G17 |
XY平面 |
|
G52 |
局部坐标系设定 |
G18 |
ZX平面 |
|
G80 |
齿轮加工同步结束(红色夺得为增加的) |
G19 |
YZ平面 |
|
G81 |
圆柱齿轮加工同步开始 |
G12.1 |
极坐标插补 |
|
G82 |
非圆齿轮加工同步开始 |
G13.1 |
极坐标插补取消 |
|
G20 |
英制单位选择 |
||
|
M代码 |
|||
|
指令代码 |
功 能 |
指令代码 |
功 能 |
|
M02 |
程序运行结束 |
M10 |
液压尾座进 |
|
M30 |
程序运行结束 |
M11 |
液压尾座退 |
|
M98 |
子程序调用 |
M12 |
卡盘夹紧 |
|
M99 |
从子程序返回;若M99用于主程序结束(即当 前程序并非由其它程序调用) ,程序反复执行 |
M13 |
卡盘松开 |
|
M9000~M9999 |
调用宏程序(程序号大于9000的程序) |
M14 |
液压开 |
|
M00 |
程序暂停 |
*M15 |
液压关 |
|
M01 |
程序选择停 |
M16 |
第二主轴顺时针转 |
|
M03 |
主轴顺时针转 |
M17 |
第二主轴逆时针转 |
|
M04 |
主轴逆时针转 |
*M18 |
第二主轴停止 |
|
*M05 |
主轴停止 |
M32 |
润滑开 |
|
M08 |
冷却液开 |
*M33 |
润滑关 |
|
*M09 |
冷却液关 |
*M41、M42、M43、M44 |
主轴自动换档 |
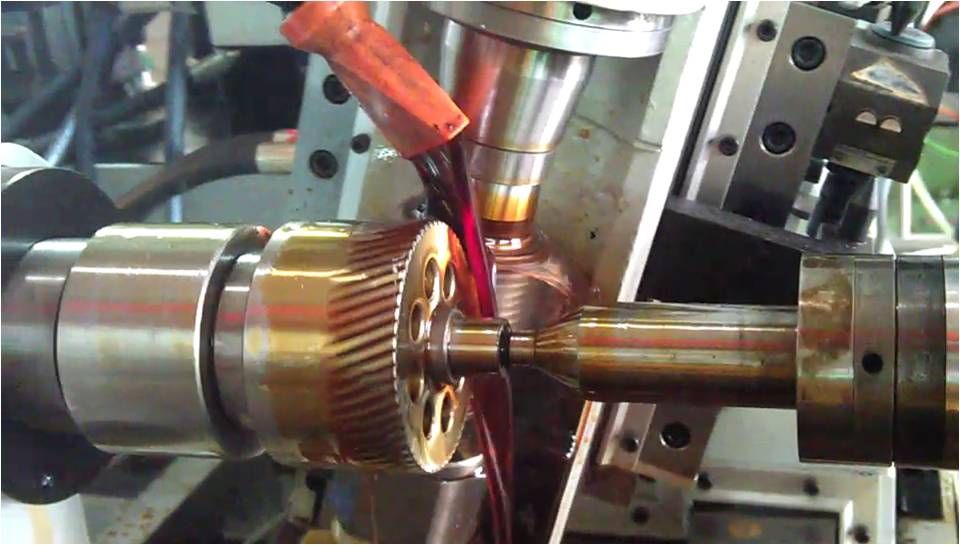
应用案例
直齿轮加工
直齿轮参数:直齿,齿数为42,模数为3mm,压力角为20°;
刀具参数:头数为1,模数为3,螺旋升角为右旋2°24′;
机床型号:重机YS3118CNC5
工件精度:工件精度等级5级

斜齿轮加工
直齿轮参数:斜齿,齿数为50,模数为2mm,压力角为20°,右旋25°;
刀具参数:头数为1,模数为2,螺旋升角为右旋1°33′;
机床型号:重机YS3118CNC5
工件精度:工件精度等级6级

对角滚加工斜齿轮
直齿轮参数:圆柱斜齿,齿数为60,模数为2mm,压力角为20°,右旋20°;
刀具参数:头数为1,模数为2,螺旋升角为右旋1°13′;
机床型号:YN3610C6
工件精度:工件精度等级6级
应用领域
可加工多种类型齿轮
如非圆齿轮、圆柱直(斜)齿轮、小锥度齿轮、鼓形齿轮、螺旋齿轮、蜗轮、变模数轴齿等、双联齿轮、多联齿轮、内齿轮、齿条、齿伞、齿圈、螺旋锥齿轮、准双曲面齿轮等。

1011061863@qq.com
 豫公网安备41019702004594号
豫公网安备41019702004594号






