


产品介绍
国家重大科技专项成果
第四届全国数控大赛五轴项目指定系统,冠军选手使用系统
第六届全国数控大赛五轴、四轴项目指定系统,冠军选手使用系统
产品特点
1.高性能、高配置硬件平台,能满足五轴联动、高速高精、复合加工等复杂运算及加工的要求
2.GSK-Link实时工业以太网总线控制,一体化机箱,高分辨显示器,体积小、连线少
3. 低功耗免维护设计,全金属结构,坚固耐用
4.大容量存储器,标配存储容量480M
5.程序调度运行
6.程序编辑可以方便的新建、另存、修改、复制、剪切、粘贴、查找、替换
7. 丰富的宏指令和固定循环可以方便有效的解决复杂的加工任务
8.通过U盘、网络进行数据传输和DNC
9.调试、维修简单,报警、诊断信息完善
10. 可二次开发的用户自定义界面
11.同时控制两个通道进行铣削或车削加工
12.支持通道间等待、同步、混合、重叠控制
13. 两台或多台电机同步驱动、一主一从工作,从动轴跟随主动轴
14. I/O点最大可扩展至1024/1024,可满足大型、复杂设备的控制
15. 基本指令处理时间:0.5μs/步,程序容量:12000步
技术参数
|
序号 |
名 称 |
规 格 |
|||||
|
轴控制功能 |
|||||||
|
1 |
控制通道数 |
2通道 |
|||||
|
2 |
最大控制轴数 |
8个进给轴加3个伺服主轴 |
|||||
|
3 |
联动轴数 |
3轴联动 |
|||||
|
4轴联动 |
|||||||
|
5轴联动 |
|||||||
|
4 |
PLC轴控制轴数 |
最多8轴 |
|||||
|
5 |
进给轴同步控制 |
最多4组 |
|||||
|
6 |
位置检测装置 |
脉冲编码器( 绝对式)、光栅尺(绝对式) |
|||||
|
7 |
最小指令单位 |
最小指令单位IS-B |
0.001mm |
0.0001inch |
0.001° |
||
|
最小指令单位IS-C |
0.0001mm |
0.00001inch |
0.0001° |
||||
|
8 |
最小检测单位 |
最小指令单位IS-B |
0.001mm |
0.0001inch |
0.001° |
||
|
最小指令单位IS-C |
0.0001mm |
0.00001inch |
0.0001° |
||||
|
9 |
最大指令值 |
±999999.9999mm ±99999.9999inch ±999999.9999° |
|||||
|
10 |
最大进给速度 |
最大进给速度200m/min |
|||||
|
11 |
自动加减速 |
插补前直线、S曲线加减速、加加速度控制 |
|||||
|
12 |
高速高精度加工 |
G05高速小线段前瞻,轨迹平滑处理,前瞻和预读高达1000段 |
|||||
|
五轴控制功能 |
|||||||
|
1 |
RTCP功能 |
刀具中心点控制G43.4 |
|||||
|
2 |
倾斜面加工 |
五轴定位(3+2)加工G68.2 |
|||||
|
3 |
五轴手动进给 |
刀具轴向、刀具轴直角方向、刀具中心点旋转方向手动进给 |
|||||
|
编程功能 |
|||||||
|
1 |
程序格式 |
ISO指令标准,程序名:0+4位数,段号N+5位数 G+3位数、坐标值IP±小数点前6位后4位、S+5位数、T+3位、M+3位数、F+小数点前6位后4位 |
|||||
|
2 |
插补功能 |
定位、直线插补、圆弧插补、螺旋插补、圆锥插补、圆柱面插补、极坐标、样条曲线插补 |
|||||
|
3 |
工件坐标系 |
基本坐标系G52~G59、附加扩展坐标系(G54.1)48组 |
|||||
|
4 |
刀具补偿 |
C刀补功能、400组刀具补偿 |
|||||
|
5 |
编程功能 |
共100多个G指令,包括12种常用固定循环、19种特殊固定循环和复合循环、面铣、坐标系旋转、比例缩放、镜像、刀具长度自动测量、刀具中心点控制、倾斜面加工指令,子程序调用级数为4级,B类用户宏程序 |
|||||
|
6 |
程序存储 |
程序存储容量为480M,程序存储数量为400个 |
|||||
|
7 |
参考点功能 |
G27返回参考点检查;G28返回参考点; G29从参考点返回;G30返回第2、3 、4参考点 |
|||||
|
8 |
跳过功能 |
G31跳过功能,用于刀具和工件测量 |
|||||
|
9 |
可编程控制功能 |
可编程行程极限(G22、G23)、可编程数据输入(G10) |
|||||
|
操作功能与显示功能 |
|||||||
|
1 |
运行方式选择 |
自动、MDI、编辑、手动、手脉、回零、DNC |
|||||
|
2 |
开关操作 |
单段、跳段、机床锁住、辅助功能锁、选择停、空运行、再启动、急停、超程释放、循环启动、进给保持、手动连续进给、单步进给、快速进给、刚性攻丝回退、手脉、主轴倍率、进给倍率、快速倍率 |
|||||
|
3 |
设定操作 |
刀具长度补偿测量输入,工件偏置测量输入、参数设定帮助、伺服参数设定 |
|||||
|
4 |
程序操作 |
新建、编辑、删除、改名、搜索、复制、拷贝、粘贴、读入、传出、后台编辑、动态图形仿真 |
|||||
|
5 |
帮助功能 |
报警信息解释、操作说明、参数说明、宏指令说明、G代码指令说明、PLC地址说明、计算器 |
|||||
|
6 |
显示 |
10.4英寸800×600、8.4英寸640×480LCD显示器,中英文显示、状态显示、动态图形、时钟、加工时间、运行时间、加工件数、模态信息、实际速度、硬件软件版本、梯形图、报警信息、诊断信息、报警履历、操作履历显示 |
|||||
|
辅助功能 |
|||||||
|
1 |
M功能 |
M3位数代码、多M代码指令、M代码调用宏程序、子程序。 |
|||||
|
2 |
T功能 |
T3位数、刀具寿命管理 |
|||||
|
3 |
S功能 |
数字主轴、模拟主轴接口±10V模拟电压输出、S5位数主轴速度指定、多主轴控制、Cs主轴、主轴定向、M型、T型换挡、浮动攻丝、刚性攻丝、主轴倍率、主轴速度波动检测 |
|||||
|
精度补偿功能 |
|||||||
|
1 |
反向间隙补偿 |
快速进给和切削进给分开补偿 |
|||||
|
2 |
螺距补偿 |
插补型单向、双向螺距误差补偿 |
|||||
|
通信和数据输入输出接口功能 |
|||||||
|
1 |
数据接口功能 |
前置以太网、USB、RS232接口,通过接口可实现数据传输、DNC和网络功能 |
|||||
|
2 |
数据输入/输出 |
程序、NC参数、补偿值、偏置值、宏变量值、PLC程序、PLC参数通过数据接口输入输出,可通过以太网、USB接口DNC |
|||||
|
3 |
网络功能 |
以太网通信、网络DNC、远程监控、远程诊断、远程维护 |
|||||
|
4 |
I/O接口 |
接线端子式I/O DI/DO:64/48 |
|||||
|
排线插接式I/O DI/DO:48/32(2组24/16) |
|||||||
|
排线插接式模拟I/O DI/DO:24/16 AI/AO:2路/2路,12位DA ±10V |
|||||||
|
最大扩展点数 DI/DO:1024点/1024点 |
|||||||
|
5 |
伺服驱动接口 |
GSK-Link以太网总线接口 |
|||||
|
6 |
外置位置检测单元接口(全闭环用) |
适配海德汉绝对式光栅尺、角度编码器,Endat2.2协议 适配发格绝对式光栅尺、角度编码器,FreeDat协议 |
|||||
|
PLC功能 |
|||||||
|
1 |
PLC规格 |
内置PLC,梯形图编程、指令表编程兼容格式, 10条基本指令、49条功能指令,两级程序,第一级程序扫描周期8ms,基本指令执行时间0.5us/步, 最大程序步数12000步,梯形图可在线动态显示、编辑,可上传、下载。 |
|||||
|
中间继电器(R) |
1100字节(R0到R1099) |
||||||
|
数据寄存器(D) |
1860字节(D0到D1859) |
||||||
|
计数器(C) |
400个字节(C0到C399)100个 |
||||||
|
定时器(T) |
200个字节(T0到T199)100个 |
||||||
|
信息显示请求信号(A) |
|||||||
|
保持型继电器(K) |
32字节(K0到K31) |
||||||
|
跳转标号(L) |
9999(L1~L9999) |
||||||
|
子程序标号(P) |
512(P1~P512) |
||||||
|
安全与维护功能 |
|||||||
|
1 |
安全功能 |
紧急停止、硬限位、第一软限位、第一软限位Ⅱ、第二软限位、多级权限数据保护,主轴安全速度、进给安全速度、NC报警,PLC报警、伺服报警、跟随误差监控、伺服断开、互锁。 |
|||||
|
2 |
维护功能 |
操作履历、报警履历、加工履历、CNC运行状态诊断、PLC接口诊断、CNC和PLC数据备份恢复、速度波形诊断、网络诊断维护、伺服设置与伺服负载及状态监视、诊断。 |
|||||
指令表
|
铣削系统G代码功能一览表 |
|||
|
G代码 |
功能 |
G代码 |
功能 |
|
G00 |
定位 |
G61 |
准确停止方式 |
|
G01 |
直线插补 |
G62 |
自动拐角倍率 |
|
G02 |
圆弧插补/螺旋线插补CW |
G63 |
攻丝方式 |
|
G03 |
圆弧插补/螺旋线插补CCW |
G64 |
切削方式 |
|
G04 |
暂停 |
G65 |
宏程序单一调用 |
|
G05 |
高速高精轮廓控制 |
G66 |
宏程序模态调用 |
|
G06.2 |
NURBS插补 |
G67 |
宏程序模态调用取消 |
|
G07.1 |
圆柱插补 |
G68 |
坐标系旋转 |
|
G09 |
准确停止 |
G68.2 |
特征坐标系选择 |
|
G10 |
可编程数据输入 |
G69 |
坐标系旋转取消 |
|
G11 |
可编程数据输入方式取消 |
G73 |
高速深孔钻孔循环 |
|
G15 |
极坐标指令取消 |
G74 |
左旋攻丝循环 |
|
G16 |
极坐标指令 |
G76 |
精镗循环 |
|
G17 |
选择XpYp平面 |
G80 |
固定循环取消 |
|
G18 |
选择ZpXp平面 |
G81 |
钻孔循环、锪镗循环 |
|
G19 |
选择YpZp平面 |
G82 |
钻孔循环或反镗循环 |
|
G20 |
英寸输入 |
G83 |
深孔钻孔循环 |
|
G21 |
毫米输入 |
G84 |
右旋攻丝循环 |
|
G22 |
存储行程检测功能ON |
G85 |
镗孔循环 |
|
G23 |
存储行程检测功能OFF |
G86 |
镗孔循环 |
|
G27 |
返回参考点检测 |
G87 |
反镗循环 |
|
G28 |
返回参考点 |
G88 |
镗孔循环 |
|
G29 |
从参考点返回 |
G89 |
镗孔循环 |
|
G30 |
返回第2,3,4参考点 |
G90 |
绝对值编程 |
|
G31 |
跳转功能 |
G91 |
增量值编程 |
|
G37 |
刀具长度自动测量 |
G92 |
设定工件坐标系 |
|
G40 |
刀具半径补偿取消 |
G94 |
每分进给 |
|
G41 |
左侧刀具半径补偿 |
G95 |
每转进给 |
|
G42 |
右侧刀具半径补偿 |
G98 |
固定循环返回到初始点 |
|
G43 |
正向刀具长度补偿 |
G99 |
固定循环返回到R点 |
|
G43.4 |
刀具中心点控制 |
G110 |
逆时针圆内凹槽粗铣 |
|
G44 |
负向刀具长度补偿 |
G111 |
顺时针圆内凹槽粗铣 |
|
G45 |
刀具偏置值增加 |
G112 |
逆时针全圆内精铣循环 |
|
G46 |
刀具偏置值减小 |
G113 |
顺时针全圆内精铣循环 |
|
G47 |
2倍刀具偏置值 |
G116 |
逆时针外圆精铣循环 |
|
G48 |
1/2倍刀具偏置值 |
G117 |
顺时针外圆精铣循环 |
|
G49 |
刀具长度补偿取消 |
G130 |
逆时针矩形凹槽粗铣 |
|
G50 |
比例缩放取消 |
G131 |
顺时针矩形凹槽粗铣 |
|
G51 |
比例缩放有效 |
G132 |
逆时针矩形凹槽内精铣循环 |
|
G50.1 |
可编程镜像取消 |
G133 |
顺时针矩形凹槽内精铣循环 |
|
G51.1 |
可编程镜像有效 |
G136 |
逆时针矩形外精铣循环 |
|
G52 |
局部坐标系设定 |
G137 |
顺时针矩形外精铣循环 |
|
G53 |
选择机床坐标系 |
G120 |
圆周孔循环 |
|
G54 |
选择工件坐标系1 |
G121 |
角度直线孔循环 |
|
G54.1 |
选择附加工件坐标系 |
G122 |
圆弧孔循环 |
|
G55 |
选择工件坐标系2 |
G123 |
棋盘孔循环 |
|
G56 |
选择工件坐标系3 |
G124 |
矩形顺时针方向钻孔 |
|
G57 |
选择工件坐标系4 |
G125 |
矩形逆时针方向钻孔 |
|
G58 |
选择工件坐标系5 |
G126 |
往返面铣 |
|
G59 |
选择工件坐标系6 |
G127 |
单方向面铣 |
|
G60 |
单向定位 |
||
|
车削系统G代码功能一览表 |
|||
|
G代码 |
功能 |
G代码 |
功能 |
|
G00 |
快速点定位 |
G52 |
局部坐标系设定 |
|
G01 |
直线插补 |
G53 |
选择机床坐标系 |
|
G02 |
圆弧插补/螺旋线插补CW |
G54 |
选择工件坐标系1 |
|
G03 |
圆弧插补/螺旋线插补CCW |
G54.1 |
选择附加工件坐标系 |
|
G04 |
暂停 |
G55 |
选择工件坐标系2 |
|
G07.1 |
圆柱插补 |
G56 |
选择工件坐标系3 |
|
G10 |
可编程数据输入 |
G57 |
选择工件坐标系4 |
|
G11 |
可编程数据输入方式取消 |
G58 |
选择工件坐标系5 |
|
G12.1 |
极坐标指令 |
G59 |
选择工件坐标系6 |
|
G13.1 |
极坐标取消 |
G65 |
宏程序单一调用 |
|
G17 |
选择XpYp平面 |
G66 |
宏程序模态调用 |
|
G18 |
选择ZpXp平面 |
G67 |
宏程序模态调用取消 |
|
G19 |
选择YpZp平面 |
G70 |
精加工循环 |
|
G20 |
英寸输入 |
G71 |
轴向粗车循环 |
|
G21 |
毫米输入 |
G72 |
径向粗车循环 |
|
G22 |
存储行程检测功能ON |
G73 |
仿形车循环 |
|
G23 |
存储行程检测功能OFF |
G74 |
端面切槽循环 |
|
G25 |
主轴速度波动检测关闭 |
G75 |
外圆切槽循环 |
|
G26 |
主轴速度波动检测开启 |
G76 |
多重螺纹切削循环 |
|
G27 |
返回参考点检测 |
G80 |
固定循环取消 |
|
G28 |
返回参考点 |
G83 |
钻孔循环 |
|
G29 |
从参考点返回 |
G84 |
攻丝循环 |
|
G30 |
返回第2,3,4参考点 |
G85 |
正面镗孔循环 |
|
G31 |
跳转功能 |
G87 |
侧面钻孔循环 |
|
G32 |
螺纹切削 |
G88 |
侧面攻丝循环 |
|
G34 |
变螺距螺纹切削 |
G89 |
侧面镗孔循环 |
|
G37 |
刀具长度自动测量 |
G90 |
内外径车削单一循环 |
|
G40 |
刀具半径补偿取消 |
G92 |
螺纹切削单一循环 |
|
G41 |
左侧刀具半径补偿 |
G94 |
端面车削单一循环 |
|
G42 |
右侧刀具半径补偿 |
G96 |
恒线速度 |
|
G50 |
坐标系设定或最高限速 |
G97 |
每分钟转数 |
|
G50.3 |
工件坐标系预置 |
G98 |
每分钟进给 |
|
G50.2 |
多边形车削取消 |
G99 |
每转进给 |
|
G51.2 |
多边形车削 |
||
|
磨削系统专用G代码功能一览表 |
|||
|
G代码 |
功能 |
G代码 |
功能 |
|
G71 |
纵向走刀磨削循环 |
G73 |
振荡磨削循环 |
|
G72 |
纵向走刀直接尺寸磨削循环 |
G74 |
振荡直接尺寸磨削循环 |
|
G75 |
切入式磨削循环 |
G77 |
切入式直接恒定尺寸磨削循环 |
|
G78 |
连续进给表面磨削循环 |
G79 |
间歇进给表面磨削循环 |
|
G101 |
异步震荡磨削循环 |
G160、G161 |
横向进给控制 |
安装尺寸
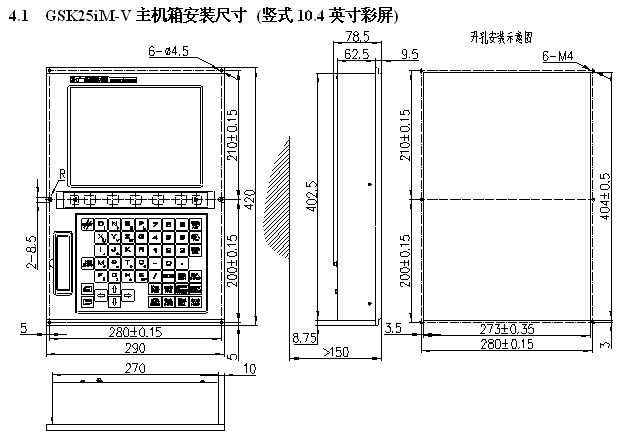
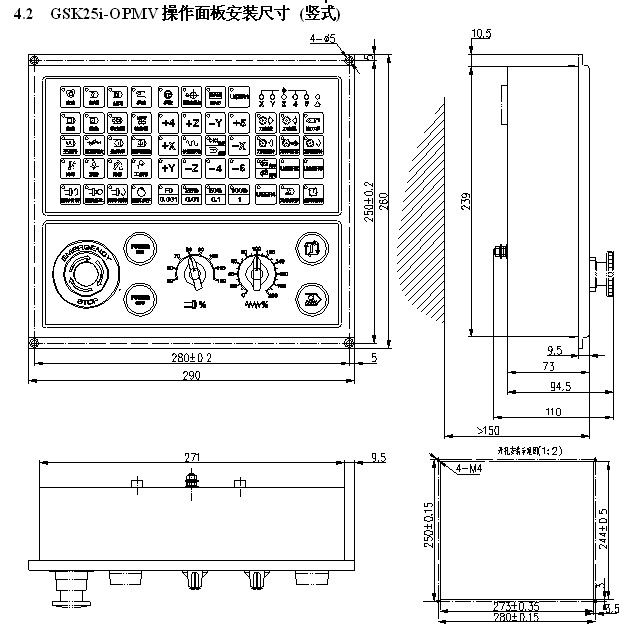
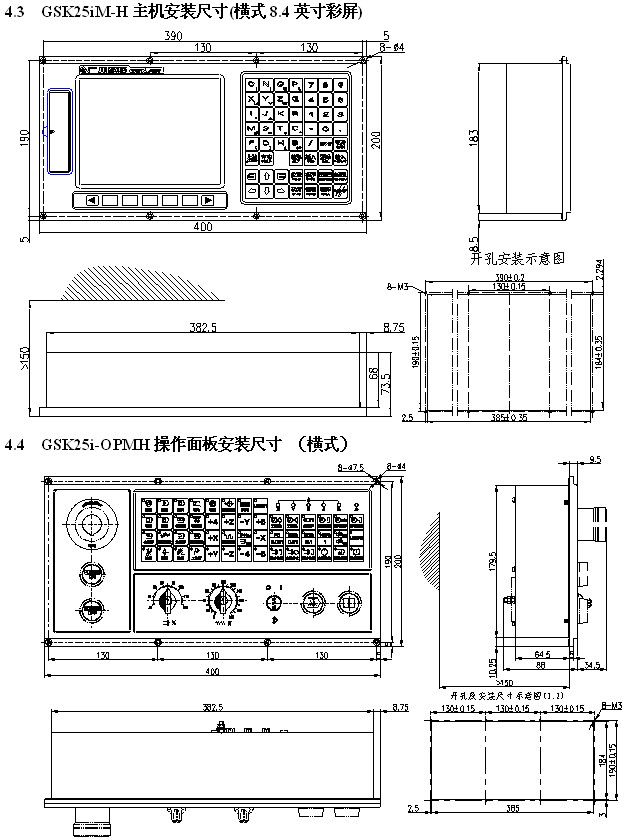
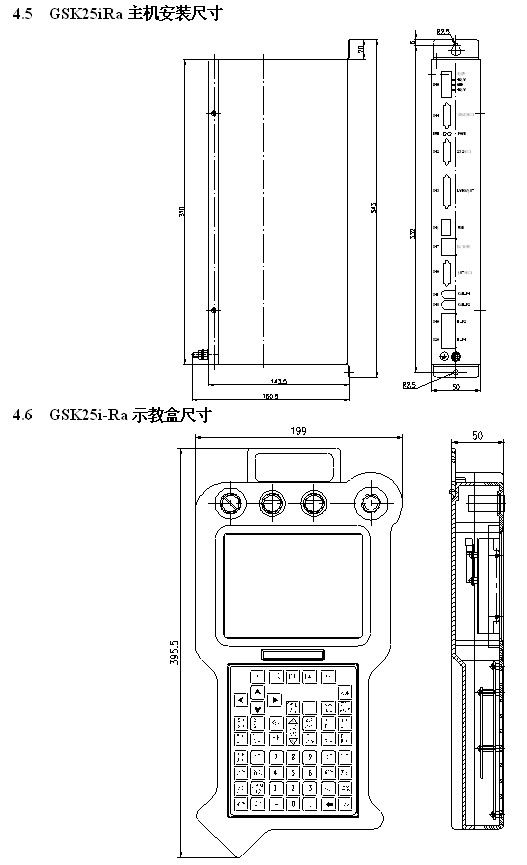
产品尺寸
GSK25iM-H(横式结构8.4英寸LCD) GSK25iM-V(竖式结构10.4英寸LCD)
GSK25iT-H(横式结构8.4英寸LCD) GSK25iT-V(竖式结构10.4英寸LCD)
1011061863@qq.com






