

产品介绍
GSK928TEa 车床数控系统采用32位高性能工业级的CPU构成控制核心,实现μm级精度运动控制。该产品操作方便简洁,界面显示直观明了,具有较强的功能及稳定的性能。在系统操作、安全、加工精度及加工效率方面具有突出特点。可与本公司生产的交流伺服驱动装置匹配使用,也可根据客户的要求配置其他驱动装置。
产品特点
◆同步流程提高加工效率
多个指令同步执行-------非关联的附件可以同时动作,减少等待时间,从而提高加工效率。
独立控制送料机-------工件加工与送料准备同时进行,大幅提升加工效率。
◆功能(组合)丰富、实用
功能组合:
实现多个动力头变速控制的功能组合;
旧螺纹修复功能组合,用于修复翻新矿山钻头;
切削过程中,可同时进行Y轴钻孔或送料准备;
特殊的轨迹偏移加工功能组合;
丰富的宏程序及过程监控功能,应对各种复杂应用。
特殊功能:
加工中途,若遇到刀架、卡盘、尾座等设备故障报警,可反复重试,直到恢复正常,不必终止加工;
加工中途,可人工介入,及时改变加工路径,然后恢复加工,这一特殊功能应用于电磁修坯行业中坯件易变形的特殊加工领域。
◆性能优越
短直线高速平滑插补-------采取前瞻控制的方式实现程序段间高速衔接过渡。
输出脉冲平顺均匀-------着重于改善切削状态下输出脉冲的均匀性,从而改善精切的精度、工件表面纹路、刀尖顿痕等重要指标;力求在较差条件的车床上,也能够加工出合格的工件。
◆操作方便、易于掌握
可自行设计专用显示界面,提示操作者如何操作;
公/英制操作转换;
多国语言界面转换(英/土/俄/中);
语句编程实现控制,摆脱PLC编程烦恼;
螺距误差拐点输入、细密补偿-------只需输入曲线上的几组拐点数据,自动进行细密平滑补偿;
模拟加工轨迹图形仿真;
使用灵活,为操作者留下提升空间;
具有多级密码锁,包括参数锁、程序锁、加工时间锁;
一键装机,方便机床厂批量生产。
◆安全功能突出
刀尖软限位,防止刀尖与卡盘发生碰撞;
机床软限位,防止拖板超出行程;
轻松设置在紧急状态下,是否关闭各种附件装置的输出状态;
限制操作者超越权限修改参数。
技术参数
|
运动控制 |
控制轴:X轴、Z轴、Y轴;同时控制轴(插补轴):2轴(X、Z) |
|
插补功能:X、Z二轴直线、圆弧、螺纹插补,X、Z、Y三轴直线插补 |
|
|
位置指令范围:-9999.999 mm~9999.999mm;最小指令单位:0.001mm |
|
|
电子齿轮:指令倍乘系数1~99999,指令分频系数1~99999 |
|
|
快速移动速度:最高30000mm/min; 快速倍率:F25%、50%、75%、100%四级实时调节 |
|
|
切削进给速度:最高15000mm/min; 进给倍率:0~150%十六级实时调节 |
|
|
手动进给速度: 0mm/min~1260mm/min十六级实时调节,或可即时自定义进给速度 |
|
|
手脉进给:0.001mm、0.01mm、0.1mm三档 |
|
|
加减速:切削进给可选用指数型加减速或线性加减速 |
|
|
G 代码 |
48条G指令,包括直线、圆弧、螺纹加工及多种固定循环、复合循环功能 |
|
螺纹加工 |
可加工单头/多头公英制直螺纹、锥螺纹、端面螺纹;变螺距螺纹;螺纹退尾长度、角度和速度特性可设定,高速退尾处理;螺纹螺距:0.001mm~500mm或0.06牙/英寸~25400牙/英寸;具有攻丝功能 |
|
主轴编码器:编码器线数可设定范围:100 p/r~5000p/r;编码器与主轴的传动比:1:1 |
|
|
精度 补偿 |
反向间隙补偿:0 mm~10.000mm |
|
螺距误差补偿:每轴各300个补偿点;可采用等间距描述法或拐点描述法建立数据;系统进行精细的线性补偿 |
|
|
刀具补偿:16刀位、64组刀具长度补偿、刀具半径补偿(补偿方式C) 对刀方式:试切对刀、定点对刀; 刀补执行方式:修改坐标执行刀补、移动刀具执行刀补 |
|
|
M 代码 |
基本的辅助功能M代码指令45条,由用户自定义实现特殊功能控制的M指令25条 |
|
T 代码 |
最多16个刀位(T01□□~T16□□),设定刀架类型参数来选择换刀的控制过程 使用排刀时,刀架类型设为0 |
|
主轴转速 控制 |
转速开关量控制模式:S指令4档直接控制输出范围为S01~S04;或16档BCD编码输出范围为S00~S15 |
|
转速模拟电压控制模式:S指令代码给定主轴每分钟转速或切削线速度(恒线速控制),输出0~10V电压给主轴变频器,主轴无级变速,支持4档主轴机械档位M41~M44 |
|
|
支持伺服主轴的速度/位置控制方式切换,可实现主轴与Z或X轴联动的功能 |
|
|
I/O 功能 |
I/O功能诊断显示 |
|
I/O口:23点输入/18点输出 |
|
|
语句 编程 |
赋值语句:完成赋值、多种算术、逻辑运算 |
|
条件语句:完成条件判断、跳转 |
|
|
显示界面 |
显示器:480×234点阵(模拟屏)、800×480点阵(数字屏)彩色液晶显示界面(LCD) |
|
显示方式:中文或英文显示界面由参数设置;可实时显示加工轨迹图形 |
|
|
程序编辑 |
程序容量:最多255个程序,0~252、254号程序总容量400KB、 253号程序总容量4MB(FLASH) |
|
编辑方式:全屏幕编辑,支持相对/绝对坐标混合编程,支持程序调用,支持子程序多重嵌套 |
|
|
程序绘图检查 |
|
|
通信 |
具有USB、RS232接口;CNC与USB、CNC与PC机、CNC与CNC双向传送程序、参数、刀补 支持系统软件RS232、USB下载升级 |
|
适配驱动 |
数字式交流伺服或步进驱动装置 |
指令表
|
指令代码 |
功 能 |
指令代码 |
功 能 |
|
G40 |
取消刀尖半径补偿 |
G20 |
英制单位选择 |
|
G41 |
刀尖半径左补偿 |
G21 |
公制单位选择 |
|
G42 |
刀尖半径右补偿 |
G22 |
局部循环开始 |
|
G00 |
快速移动 |
G80 |
局部循环结束 |
|
G01 |
直线插补 |
G04 |
延时 |
|
G02 |
逆圆插补(逆时针) |
G71 |
外圆粗、精车循环指令组 |
|
G03 |
顺圆插补(顺时针) |
G72 |
端面粗、精车循环指令组 |
|
G05 |
圆弧插补 |
G73 |
封闭切削循环指令组 |
|
G32 |
攻丝循环 |
G96 |
恒线速开 |
|
G33 |
等螺纹切削 |
G97 |
恒线速关 |
|
G34 |
变螺距螺纹 |
G98 |
每分进给 |
|
G38 |
刚性攻牙、套丝 |
G99 |
每转进给 |
|
G26 |
回程序参考点 |
G31 |
跳步功能 |
|
G28 |
回机床零点 |
G35 |
I/O信号显示 |
|
G30 |
回第2、3程序参考点 |
G66 |
记忆当前坐标点 |
|
G50 |
工件坐标系设定 |
G67 |
返回G66记忆的坐标点 |
|
G51 |
恢复工件坐标系 |
G81 |
钻孔 |
|
G52 |
回转轴坐标清整 |
G83 |
钻深孔 |
|
G74 |
端面钻孔循环 |
G0681 |
G06模式下钻孔 |
|
G75 |
外圆内圆切槽循环 |
G0683 |
G06模式下钻深孔 |
|
G76 |
多重螺纹切削循环指令组 |
G06 |
G06运动模式 |
|
G90 |
外圆内圆柱面循环 |
G07 |
G06自动停止 |
|
G92 |
螺纹切削循环 |
G08 |
允许/禁止G06模式 |
|
G94 |
外圆内圆端面循环 |
G09 |
Y轴工作状态切换 |
配置软件
|
版本号 |
说 明 |
|
V3.40 |
软件版本 |
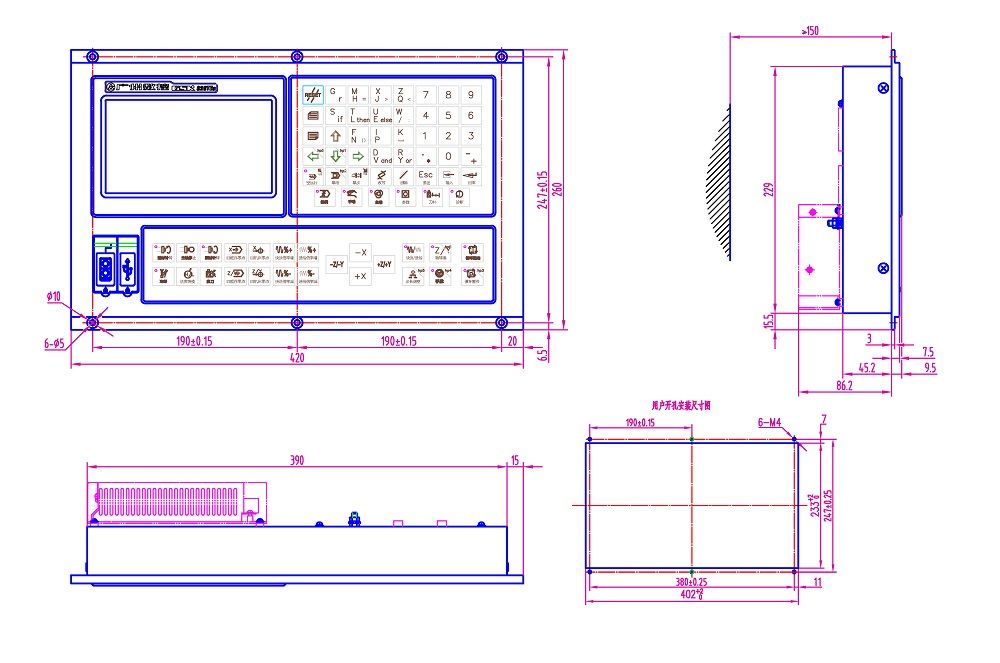
安装尺寸
应用案例
◆特殊加工—— 轨迹偏移加工,用于特殊易变形材料加工
加工要求:电瓷修坯行业,短时间内对泥坯进行加工成型,加工过程须不断修改程序、调整刀具。
加工优点:928T在加工过程中,可以随时人工介入进行轨迹偏移设置,及时改变加工路径,调整尺寸。

◆特有的指令— G38攻牙套丝
加工要求:盲孔较深,不便于排屑。
加工方法:G38采取先攻一点、退一点、再攻深一点,还可以在之前设定进或退时主轴的转速,即实现慢进快退。
加工优点:工件孔口美观、不容易断刀、用户更容易调整。

M8x20mm攻牙样件
应用领域
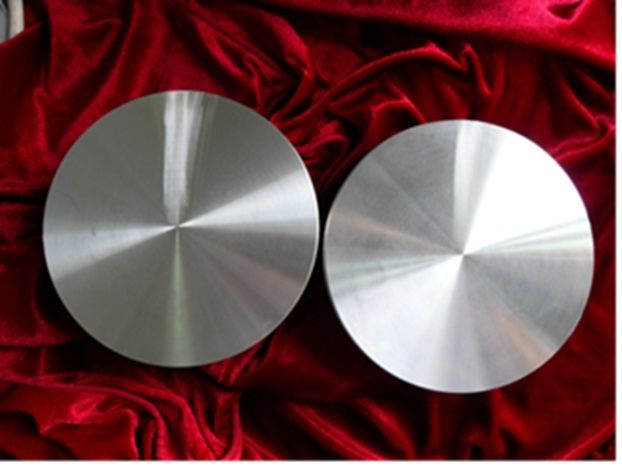
端面加工样件:用细砂纸擦φ200圆锥角179.996°样件表面,工件表面有规律的均匀细致条纹,粗糙度可达到Ra0.8。
圆弧加工样件:圆弧R19.5和R20相切平滑,圆弧R19.5和R20反向过象限处平滑无亮线。

圆弧与直线的连接加工样件:加工样件直线与圆弧,圆弧与圆弧,圆弧与直线相切处衔接平滑,表面Ra0.8批量加工尺寸一致性好。

R150球面加工样件:加工φ200*R150球面,基准半径的轮廓变化一致,三坐标测量圆度达到GBT 16462-1996标准。

锥度加工样件:样件圆锥角满足GB/T 11334-2005《产品几何量技术规范(GPS)圆锥公差》圆锥角的公差等级 AT6~AT8级,表面粗糙度Ra0.8。

椭圆加工样件:短直线加工椭圆,工件轮廓度精度高,表面纹路均匀光滑。

抛物线加工样件:短直线高速衔接加工抛物线,连续平滑过渡。

瓶口螺纹模具样件:使用G33螺纹指令,可加工特殊要求的瓶口螺纹模具。

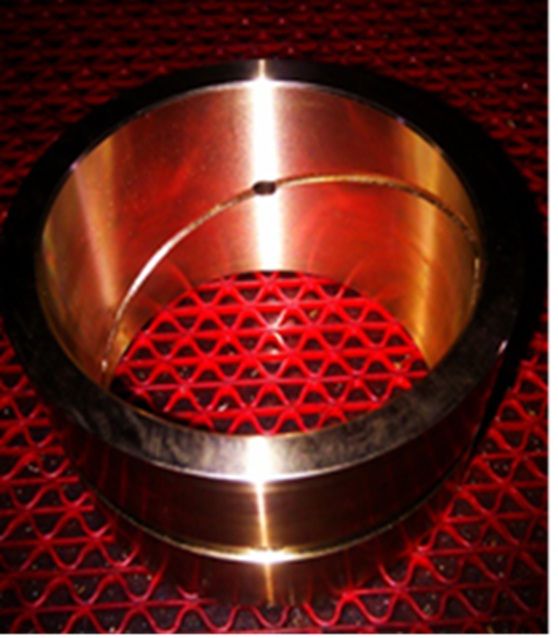
油槽加工样件:使用G33指令可加工连续螺纹,加工出的封闭油槽宽度和深度均匀一致、无破口,槽型美观流畅,槽面光滑无毛刺。
丝杆螺纹副样件:样件中丝杆、螺母导程大,螺距精度高,误差均在0.02mm以内,传动平稳无窜动。

1011061863@qq.com
 豫公网安备41019702004594号
豫公网安备41019702004594号






